
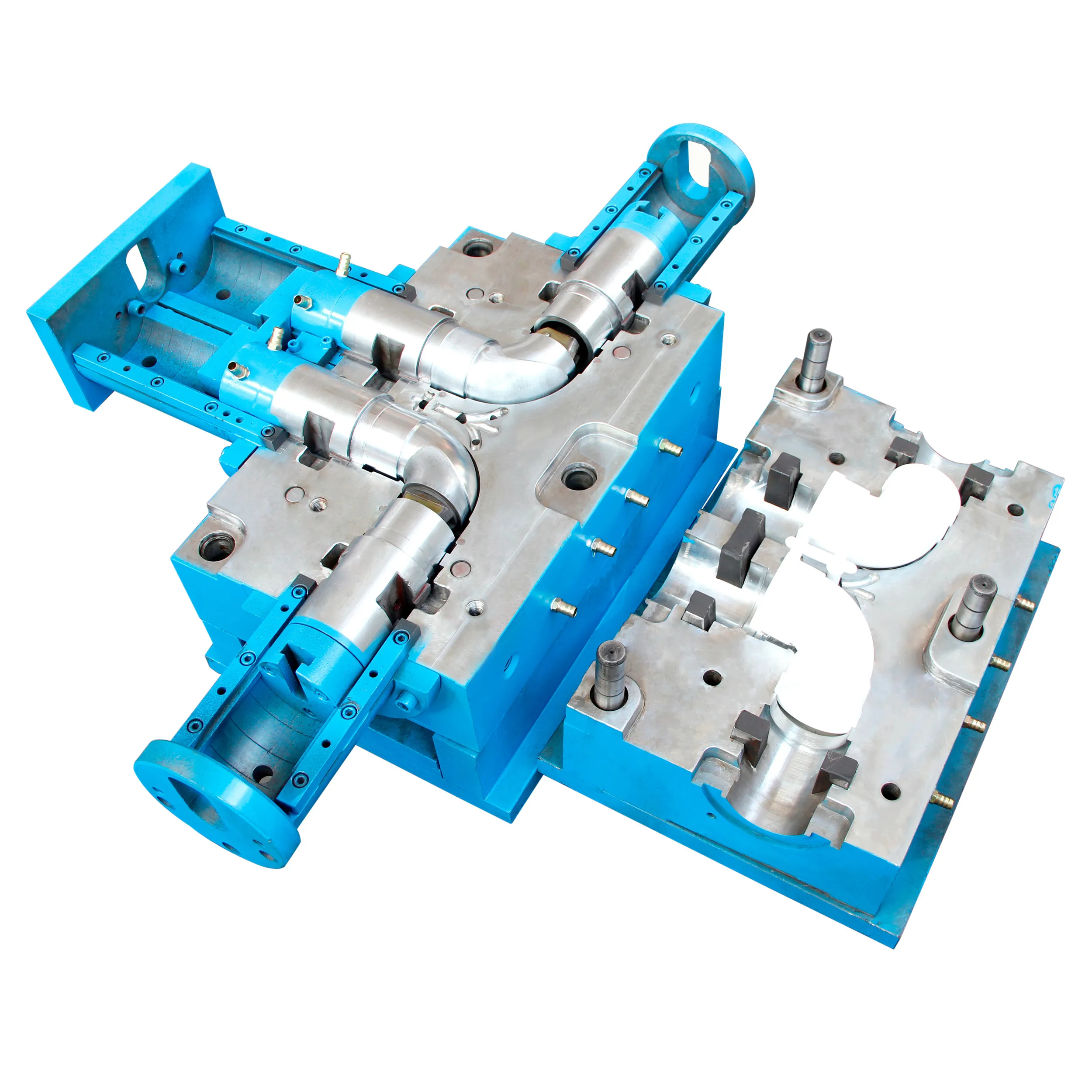
Codo de PVC 90 con Molde para instalación de tuberías de puerta
Nombre del molde:Codo de PVC 90 con Molde para instalación de tuberías de puerta
Cavidad: 2 cavidades
Tamaño del molde: 75 mm.
Acero para moldes: Alemania 2316, china 2316 o 4cr13 para la cavidad y el núcleo.
Puerta: puerta directa
estructura del molde: cilindro de aceite
Dureza del núcleo/cavidad: HRC 40-45°grados después del tratamiento térmico al vacío
Máquina de moldeo por inyección: 320 T
Problema de inyección de pvc y la solución.
1. Falta de material: El fenómeno de que el molde no se puede llenar a menudo ocurre en el proceso de inyección de accesorios de tubería. Cuando la máquina de moldeo por inyección recién comienza a funcionar, debido a que la temperatura del molde es demasiado baja, la pérdida de calor del material fundido de PVC es grande, es fácil producir una solidificación temprana, la resistencia de la cavidad del molde es grande y el material no se puede llenar con la cavidad del molde. Este fenómeno es muy normal, pero también temporal; después de la inyección continua del modelo digital desaparecerá automáticamente. Si el molde no se puede llenar todo el tiempo, considere las siguientes situaciones y haga los ajustes apropiados:
1: la temperatura del material de inyección es baja y la fluidez es pobre, por lo que la temperatura de calentamiento se puede elevar adecuadamente para mejorar la plastificación y fluidez del material.
2: El ciclo de moldeo por inyección establecido es corto o el material es insuficiente, puede ser apropiado aumentar el tiempo de inyección y aumentar la cantidad de sol.
3: Si la presión de ajuste es demasiado baja o el tiempo de conversión de la presión de inyección a la presión de mantenimiento es demasiado temprano, la presión de inyección se puede aumentar adecuadamente o se puede ajustar el tiempo de conversión de la presión de mantenimiento.
4: la velocidad de inyección es baja, la velocidad de inyección se puede aumentar adecuadamente.
5: el tamaño de la estructura del sistema de canales de flujo es pequeño, puede ser apropiado aumentar el volumen del canal principal, de derivación o de la compuerta para que sea más grande
6: el escape del molde no es bueno, puede ser apropiado modificar la posición de la compuerta o abrir una ranura de escape.
7: el molde de llenado de paredes delgadas es difícil, puede ajustar la estructura del producto o cambiar el sistema de compuerta.
 RELATED
RELATED
 RELATED
RELATED
Correo electrónico
chatear







 Whatsapp
Whatsapp Teléfono
Teléfono